Projektowanie połączeń spawanych czołowych w konstrukcjach stalowych wymaga uwzględnienia szeregu czynników wpływających na trwałość, bezpieczeństwo i ekonomię wykonania. Poniższy artykuł omawia kluczowe zagadnienia związane z doborem materiałów, analizą wytrzymałościową, technologią spawania oraz kontrolą jakości spoin w kontekście nowoczesnych konstrukcji stalowych.
Podstawy projektowania połączeń spawanych czołowych
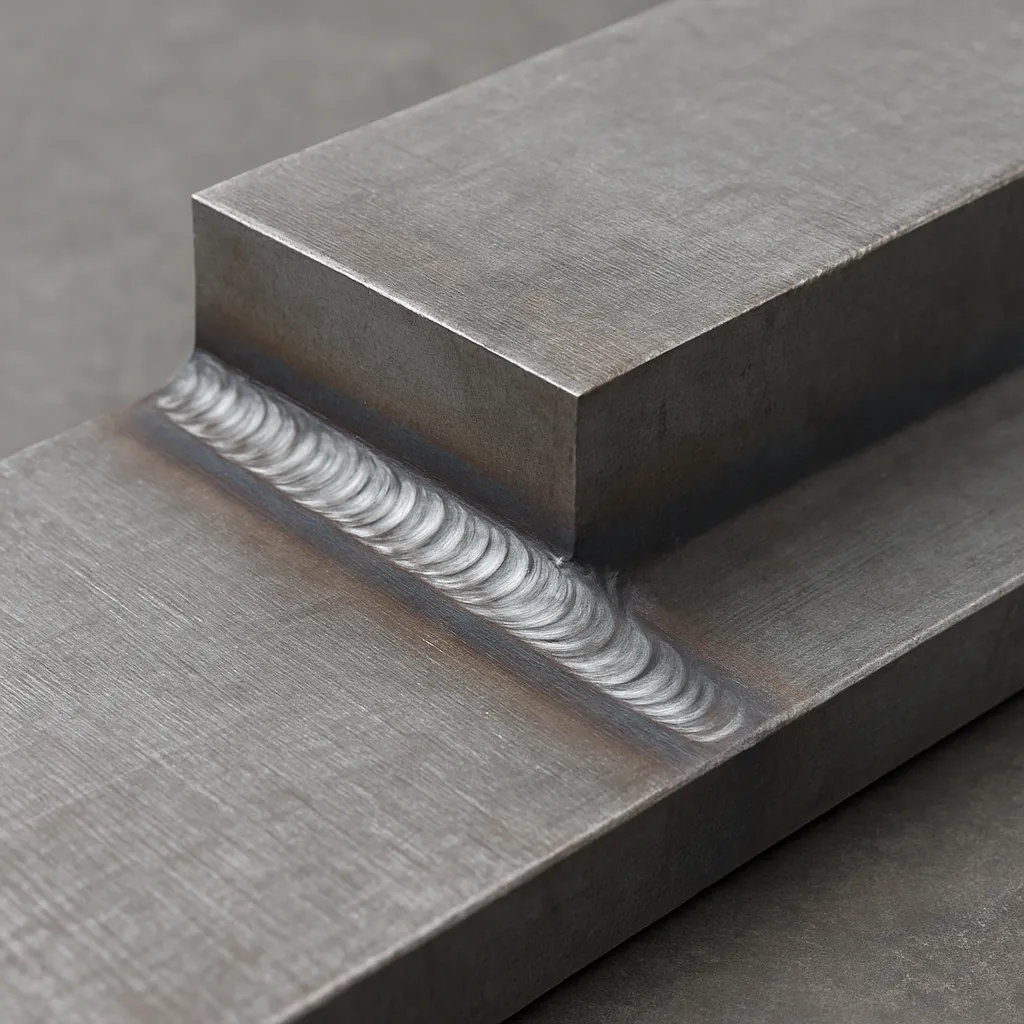
Połączenia czołowe stanowią jeden z najczęściej stosowanych typów złączy w spawalnictwie. Ich prawidłowe zaprojektowanie warunkuje nośność oraz niezawodność całej konstrukcji stalowej. Wymagania normowe i wytyczne branżowe określają warunki brzegowe, od których rozpoczyna się każdy proces projektowy.
Klasyfikacja i rodzaje spoin
- spoiny pachwinowe – stosowane tam, gdzie nie jest wymagana pełna penetracja
- spoiny czołowe jednokrotne – odpowiednie dla średnich obciążeń statycznych
- spoiny czołowe wielowarstwowe – gwarantujące pełne przetopienie przy dużych grubościach materiału
- spoiny czołowe fazowane – umożliwiające optymalizację kąta przegrody spawalniczej
Wymagania materiałowe
Wybór właściwej stali oraz parametry jej przygotowania decydują o jakości połączenia. Kluczowe cechy to skład chemiczny, twardość oraz podatność na pękanie. Przed przystąpieniem do spawania należy uwzględnić:
- znak materiału i klasę wytrzymałościową,
- przedgrzewanie i od temperaturę spawania w kontekście kariogennych właściwości stali.
Aspekty wytrzymałościowe i analiza napięć
Ocena nośności oraz strefy odkształceń w połączeniach czołowych wymaga zastosowania metod obliczeniowych zgodnych z normami EN i PN. Wytrzymałość spoiny zależy od geometrii, rodzaju obciążeń oraz poprawnego dobrania parametrów procesu spawania.
Metody obliczeniowe
W praktyce inżynierskiej stosuje się:
- metody analityczne – oparte o równania stanu naprężeń,
- obliczenia MES – pozwalające na precyzyjne zmapowanie stref wysokich naprężeń,
- analizy zmęczeniowe – ważne dla konstrukcji poddawanych cyklicznym obciążeniom.
Wpływ geometrii spoiny
Parametry geometryczne, takie jak szerokość spoiny, kąt fazowania oraz stopień przetopienia, kształtują nie tylko nośność, ale też koncentrację naprężeń. Przykłady działań optymalizacyjnych:
- zaokrąglenie korzenia spoiny w celu zmniejszenia stresu koncentratorowego,
- dostosowanie nachylenia krawędzi elementów do możliwości palnika i spoinika,
- zwiększenie liczby przejść przy dużych grubościach materiału.
Technologia wykonania spoin
Procesy spawania czołowego obejmują dobór odpowiedniej metody, urządzeń i parametrów eksploatacyjnych. Zwraca się uwagę na stabilność łuku, kontrolę nad wprowadzaną energią oraz jakość spawalniczego osłabienia strefy wpływów ciepła (HAZ).
Przygotowanie krawędzi
Dokładne fazowanie, czyszczenie oraz odtłuszczanie gwarantują powtarzalność i bezpieczeństwo połączenia. Zaleca się stosowanie:
- faz o precyzyjnych wymiarach zgodnych z dokumentacją techniczną,
- metod odtłuszczania – mechanicznych i chemicznych,
- kontroli prostopadłości krawędzi przed spawaniem.
Parametry spawania
Do kluczowych parametrów zaliczamy:
- natężenie prądu spawania,
- napięcie łuku elektrycznego,
- prędkość podawania drutu i ruchu palnika,
- rodzaj gazu osłonowego i skład mieszanki.
Prawidłowe zestrojenie tych wartości przekłada się na minimalizację wad spawalniczych takich jak porowatość, nadtopienia czy pęknięcia gorące.
Kontrola jakości i badania spoin
Zapewnienie certyfikacji i zgodności z normami wymaga wdrożenia systemu badań niszczących i nieniszczących. Każdy etap technologiczny podlega weryfikacji, co minimalizuje ryzyko awarii w eksploatacji.
Badania nieniszczące
- utraty Ultradźwiękowe (UT) – do oceny ciągłości spoiny,
- Metoda Radiograficzna (RT) – wykrywanie inkluzji i porowatości,
- Badania magnetyczno-proszkowe (MT) – lokalizacja pęknięć powierzchniowych,
- Badania penetracyjne (PT) – idealne do kontroli mikropęknięć.
Badania niszczące
- Próby zginania – ocena plastyczności i ciągliwości,
- Próby rozciągania – wyznaczanie wytrzymałości granicznej,
- Makro- i mikroskopowe obserwacje przekrojów – analiza strefy HAZ i budowy spoiny.
Przykładowe zastosowania w konstrukcjach stalowych
Połączenia czołowe znajdują szerokie zastosowanie w branży budowlanej i przemysłowej, gdzie wymagana jest wysoka nośność i jednorodność materiałowa. Przykłady:
Hale przemysłowe i magazynowe
W konstrukcjach dachowych i słupowo-dźwigarowych połączenia czołowe zapewniają ciągłość belek i zapewniają odpowiednią sztywność ram. Wysoka jakość spoin zmniejsza deformacje przy dużych rozpiętościach.
Mosty i wiadukty
Elementy nośne mostów stalowych, takie jak belki i skrzynki nośne, wymagają spoin o pełnej wytrzymałości. Zastosowanie spoin czołowych wielowarstwowych gwarantuje bezpieczną pracę konstrukcji w zmiennych warunkach terenowych i pogodowych.
Instalacje przemysłowe
Rurociągi i ciśnieniowe urządzenia procesowe korzystają z połączeń czołowych, w których kluczową rolę odgrywa szczelność i wyeliminowanie ryzyka korozji międzykrystalicznej w strefie HAZ. Kontrola jakości i dobór materiałów zapewniają długą żywotność instalacji.


