Konstrukcje stalowe łączą w sobie wytrzymałość, **modułowość** oraz szybkość realizacji inwestycji. Każdy etap od projektowania po montaż wiąże się z precyzyjnym definiowaniem **tolerancji** wykonawczych, które decydują o trwałości i bezpieczeństwie obiektu. Analiza wpływu rozrzutu wymiarów i odchyleń geometrycznych jest niezbędna, by unikać kosztownych przeróbek, przestojów na budowie oraz problemów eksploatacyjnych. Poniższy artykuł przedstawia kluczowe zagadnienia związane z kontrolą wymiarów, procedurami montażowymi oraz optymalizacją procesów prefabrykacji i montażu.
Projektowanie z uwzględnieniem tolerancji wykonawczych
Dokładność opracowania dokumentacji konstrukcyjnej wpływa bezpośrednio na jakość prefabrykowanych elementów i łatwość ich montażu. Na etapie projektowym należy określić zakres dopuszczalnych odchyłek wymiarowych oraz geometrycznych, co pozwala na:
- zachowanie **nośność**i pod kątem obliczeń statycznych,
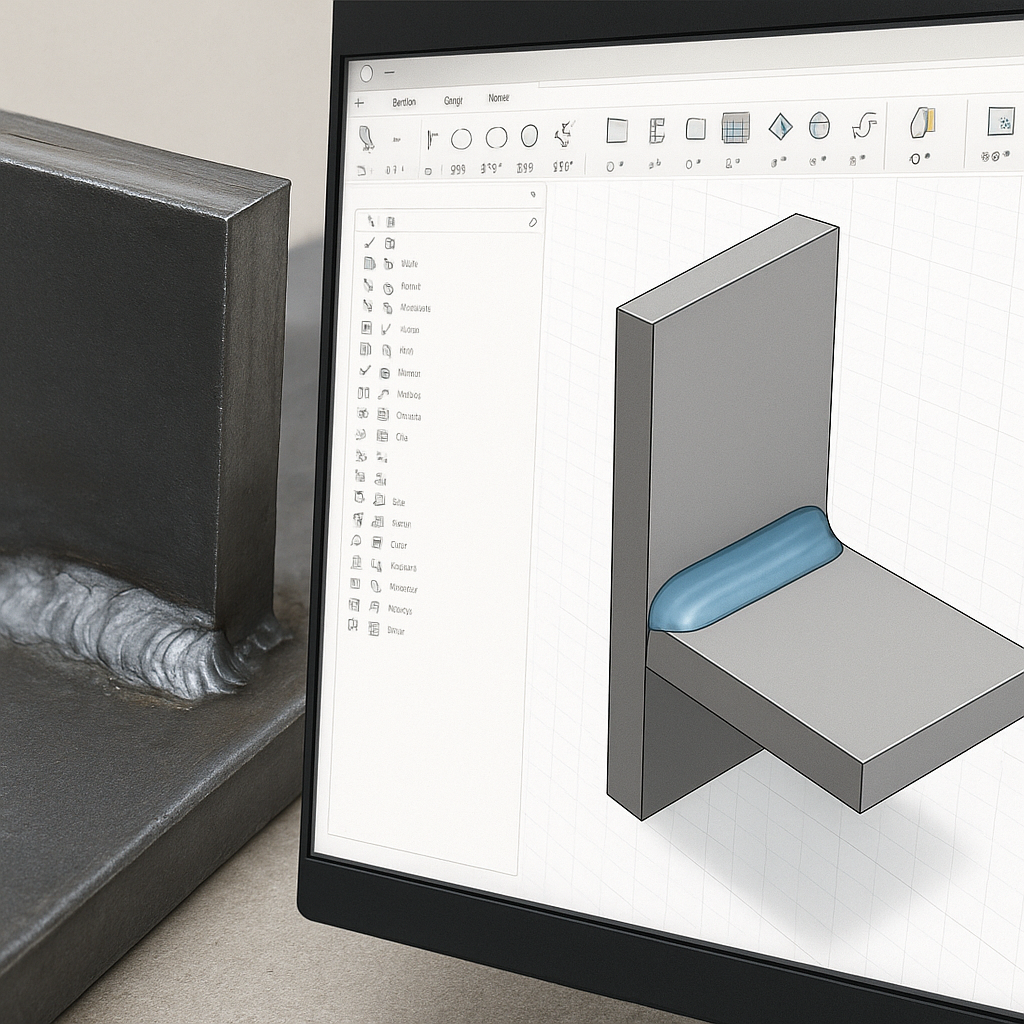
- optymalizację procesów **spawanie** i frezowania łączników,
- koordynację z branżą instalacyjną i wykończeniową.
Normatywy i klasy tolerancji
Polskie i międzynarodowe normy (PN-EN, ISO) definiują klasy dokładności montażu, oznaczone literami od L (lipowa – duże odchyłki) do H (high – małe odchyłki). Wybór klasy zależy od przeznaczenia konstrukcji i warunków eksploatacji:
- klasa L: magazyny, hale przemysłowe; dopuszczalne odchyłki do ±15 mm,
- klasa M: budynki biurowe, handlowe; odchyłki ±10 mm,
- klasa H: mosty, konstrukcje wyspecjalizowane; odchyłki ±5 mm.
Przekroczenie założeń tolerancji może skutkować trudnościami w montażu, powstawaniem naprężeń wewnętrznych lub koniecznością ponownego wykonania elementów.
Wpływ tolerancji na montaż i logistykę
W warunkach budowy precyzyjnie wykonane komponenty to jedno, lecz równie istotna jest organizacja montażu. Utrzymanie planowanej **ciągłość procesów** realizacji zależy od wielu czynników, w tym:
- dokładność ustawienia fundamentów i kotew,
- zgranie harmonogramu dostaw z zakładem prefabrykacji,
- warunki atmosferyczne wpływające na odkształcenia termiczne,
- kompetencje ekipy montażowej i stosowany sprzęt.
Procedury montażowe a **bezpieczeństwo**
Stabilność w trakcie wznoszenia konstrukcji zależy od przestrzegania procedur i limitów odchyleń. Podczas podnoszenia belek, słupów i rygli należy kontrolować kąt pochylenia, przesunięcie względem osi oraz pionowość. Stosuje się:
- laserowe niwelatory do wyznaczania osi montażu,
- czujniki inklinometryczne dla monitorowania odchyleń w czasie rzeczywistym,
- systemy krzyżowych opasek kotwiących, redukujące drgania.
Nieprzestrzeganie limitów prowokuje powstawanie naprężeń skupionych, co może doprowadzić do trwałych deformacji lub obniżenia nośności połączeń spawanych.
Logistyka i transport elementów
Transport gotowych elementów wymaga uwzględnienia tolerancji wymiary przekraczającej standardowe limity drogowe. Skompletowanie ramy czy dźwigara bez zbędnych luzów wymaga:
- dostosowania naczep o regulowanej długości,
- zabezpieczenia ładunku przy użyciu systemów tensometrycznych,
- koordynacji z służbami drogowymi dla kolumny transportowej.
Zbyt duże odchyłki mogą prowadzić do konieczności przeróbek na placu budowy, co znacząco wydłuża harmonogram.
Metody kontroli i optymalizacja procesów
Współczesna prefabrykacja stawia na automatyzację i cyfrową weryfikację wszystkich etapów produkcji. Włączenie skanerów 3D oraz systemów CAM/CNC pozwala na osiągnięcie wysokiej **precyzja**i powtarzalności. Kluczowe metody kontroli to:
- pomiar laserowy z rejestracją punktów chmury dla porównania z modelem CAD,
- ręczna kontrola wymiarowa z użyciem suwmiarki, mikrometrów, kątowników,
- badania nieniszczące połączeń spawanych metodą UT, PT lub RT.
Systemy informatyczne do zarządzania jakością
Zastosowanie platform BIM (Building Information Modeling) integruje dane projektowe z procesem produkcyjnym, umożliwiając:
- bieżącą analizę odchyleń przez zespoły inżynierskie,
- wizualizację potencjalnych kolizji między elementami stalowymi a instalacjami,
- eksport raportów kontroli jakości do systemów ERP klienta.
Optymalizacja kosztów i terminów
Redukcja strat materiałowych oraz przyspieszenie montażu osiągane są dzięki standaryzacji elementów oraz wprowadzeniu montażu modułowego. Moduły o zdefiniowanych granicach tolerancji łączą się ze sobą jak układanka, co ogranicza liczbę prac spawalniczych na budowie i minimalizuje ryzyko błędów. Dodatkowo analiza statystyczna odchyleń (SPC) pozwala na:
- wczesne wykrycie niezgodności procesu,
- wdrażanie działań korygujących zanim powstaną poważne odchyłki,
- ciągłą poprawę wydajności linii produkcyjnej.
Efektywne zarządzanie tolerancjami przekłada się na skrócenie czasu realizacji inwestycji, obniżenie kosztów oraz podniesienie standardów wykonawstwa.