Stal korpusowa EH36 to specjalistyczny gatunek blachy stalowej zaprojektowany przede wszystkim dla przemysłu stoczniowego i offshore. Charakteryzuje się podwyższoną wytrzymałością i dobrą udarnością w niskich temperaturach, co czyni ją materiałem pierwszego wyboru tam, gdzie wymagana jest wysoka odporność na obciążenia dynamiczne i ryzyko kruchego pękania. Poniżej przedstawiono szczegółowy opis właściwości, procesu produkcji, zasad obróbki i typowych zastosowań stali EH36 oraz praktyczne wskazówki dotyczące montażu i eksploatacji.
Charakterystyka i właściwości mechaniczne
EH36 należy do grupy wysokowytrzymałych stali konstrukcyjnych stosowanych w budowie kadłubów statków, platform morskich i innych konstrukcji narażonych na duże obciążenia. Najważniejsze cechy tego gatunku to:
- Wysoka granica plastyczności — typowa wartość granicy plastyczności (Re) wynosi około 355 MPa, co pozwala na optymalizację masy konstrukcji przy zachowaniu wymaganej nośności.
- Dobry przedział wytrzymałości na rozciąganie — zazwyczaj Rm mieści się w zakresie około 490–620 MPa, w zależności od grubości i warunków dostawy.
- Wysoka udarność w niskich temperaturach — EH36 jest klasyfikowana do pracy w temperaturach obniżonych, z wymaganiami udziału energii udarowej (Charpy V) często na poziomie co najmniej 27 J przy -40°C (zależnie od normy i grubości), co redukuje ryzyko kruchego pęknięcia.
- Niska zawartość węgla i mikrostopowanie — niska zawartość węgla (zwykle około 0,10–0,20%) oraz dodatek mikrostopów (Nb, V, Ti) służą uzyskaniu drobnoziarnistej struktury i dobrej spawalności.
- Odpowiednia plastyczność — wydłużenie przy zerwaniu (A) typowo powyżej ~20% w cieńszych blachach, co ułatwia formowanie i montaż.
Skład chemiczny — co zwykle zawiera EH36
Skład chemiczny EH36 jest optymalizowany pod kątem połączenia wytrzymałości i udarności. Typowe składniki i ich orientacyjne zakresy to:
- Węgiel (C): niskie stężenie, zwykle ≤0,18–0,20%;
- Mangan (Mn): około 1,2–1,8% — wzmacnia i poprawia hartowność;
- Krzem (Si): śladowe ilości, zwykle 0,20–0,50%;
- P, S: bardzo niskie zawartości dla poprawy udarności i spawalności;
- Mikrostopowe dodatki (Nb, V, Ti): w bardzo małych ilościach dla kontroli ziarna i zwiększenia wytrzymałości bez negatywnego wpływu na udarność;
- Czasem dodatki Cu, Ni lub Cr w niewielkich ilościach, gdy wymagane są dodatkowe właściwości mechaniczne lub odporność na korozję.
Proces produkcji i formy dostawy
Produkcja stali EH36 obejmuje kilka kluczowych etapów, prowadzących od surowego stopu do gotowych płyt:
- Wytapianie i rafinacja — stal wytwarza się w piecach konwertorowych (BOF) lub elektrycznych (EAF) z kontrolą składu w procesach wtórnej metalurgii (vacuum degassing, ladle metallurgy).
- Odlewanie ciągłe — ciekła stal jest formowana w bloki lub półwyroby, poddawane dalszej obróbce plastycznej.
- Obróbka termomechaniczna (TMCP) — w przypadku wysokowytrzymałych blach morskich często stosuje się TMCP (thermo-mechanical controlled processing), czyli kontrolowane walcowanie gorące i chłodzenie, aby uzyskać drobnoziarnistą strukturę ferrytu i bainitu; dzięki temu osiąga się pożądane parametry mechaniczne bez dodatkowego hartowania.
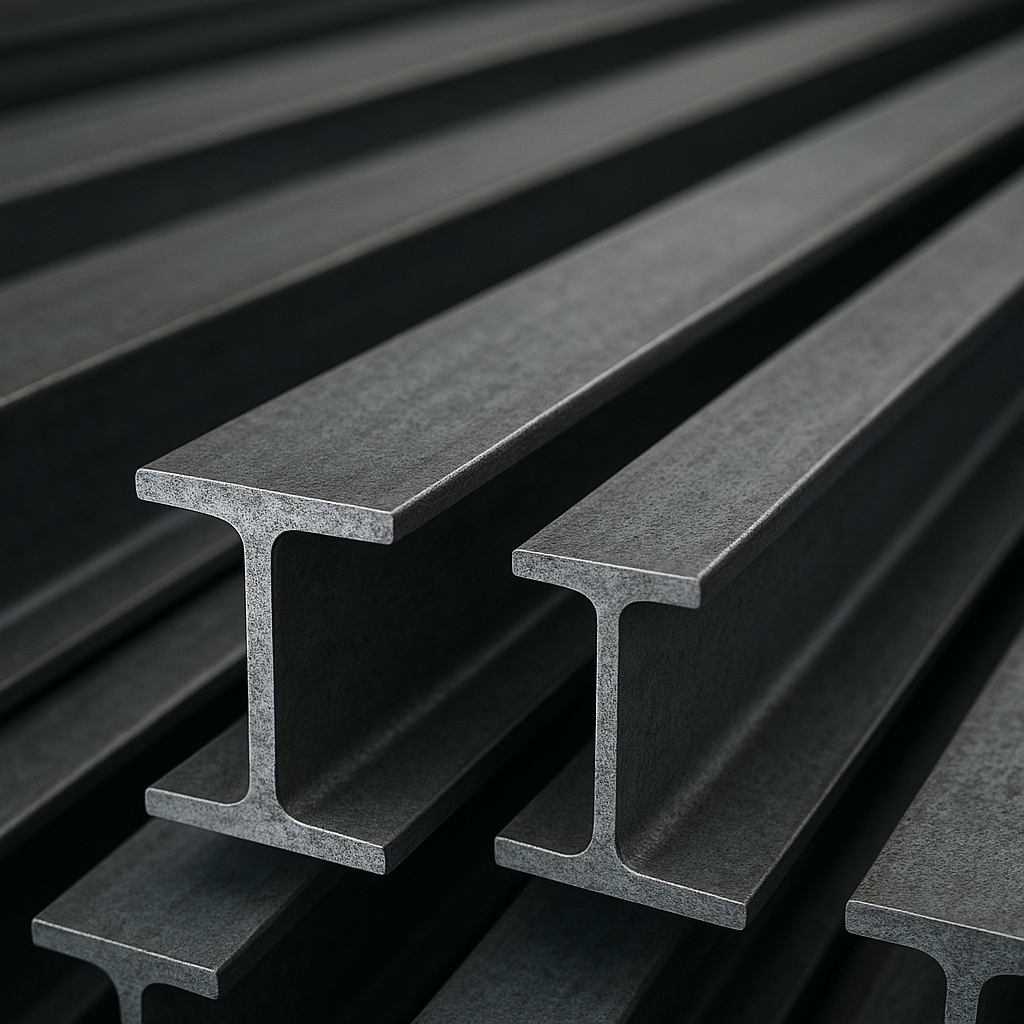
- Waleczenie i wykańczanie — uzyskanie płyt o wymaganej grubości i wymiarach; zakres dostępnych grubości sięga zwykle kilkudziesięciu do ponad stu milimetrów (zależnie od dostawcy i specyfikacji).
- Obróbka końcowa i kontrola jakości — obejmuje próby mechaniczne (rozciąganie, udarność Charpy), badania składu chemicznego, badania nieniszczące (UT, RT, MT) oraz oznakowanie zgodne z normami klasyfikacyjnymi.
Normy, certyfikacja i warunki dostawy
Stal EH36 jest specyfikowana przez reguły klasyfikacyjne stoczni i towarzystw klasyfikacyjnych (np. ABS, DNV, Lloyd’s Register) oraz przez specyfikacje producentów i zamawiającego. Typowe warunki dostawy obejmują:
- stan termiczny: TMCP (thermo-mechanical controlled processing) lub normalizowany (dla określonych zastosowań);
- wymagania dotyczące udarności (np. badania Charpy V przy -40°C);
- testy nieniszczące i certyfikaty materiałowe potwierdzające zgodność z zamówieniem.
Spawalność i obróbka — praktyczne wskazówki
EH36 ma dobrą spawalność w porównaniu z wyższej klasy stalami, ale wymaga stosowania zasad dobrych praktyk, by uniknąć defektów. Kluczowe aspekty to:
- Kontrola węgla i równoważnika węglowego — przed spawaniem oblicza się równoważnik węglowy (IIW CE): CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. Wartości CE powyżej ~0,40–0,45 sugerują konieczność stosowania preheatu i kontroli wodoru.
- Dobór spoiwa — zaleca się stosowanie spoiw o wytrzymałości zbliżonej lub nieznacznie wyższej niż wytrzymałość materiału podstawowego (tzw. overmatching), przy jednoczesnym ograniczeniu zawartości wodoru (elektrody niskowęglowe, druty z kontrolowaną zawartością wodoru).
- Preheat i kontrola ciepła wprowadzanego — szczególnie przy grubych płytach, by ograniczyć ryzyko pęknięć chłodzących i zapewnić odpowiednią mikostrukturę strefy wpływu ciepła (HAZ).
- Technologia cięcia i krawędzi — cięcie plazmowe, tlenowe lub strumieniem wody; krawędzie powinny być przygotowane tak, by nie wprowadzać nadmiernych naprężeń skoncentrowanych.
Zastosowania i przeznaczenie
EH36 znalazła szerokie zastosowanie wszędzie tam, gdzie łączone są wymagania dotyczące niski‑temperaturowej udarności, dużej wytrzymałości i możliwości spawania. Główne obszary zastosowań:
- Kadłuby statków — elementy konstrukcyjne kadłubów, pokłady, wręgi, dźwigary; EH36 umożliwia zmniejszenie grubości blach przy zachowaniu wytrzymałości, co przekłada się na obniżenie masy jednostki i zużycia paliwa.
- Offshore i platformy wiertnicze — elementy nośne platform, podpory i elementy strukturalne narażone na uderzenia, obciążenia cykliczne i niskie temperatury.
- Konstrukcje mostowe i dźwigowe — tam, gdzie wymagana jest wysoka nośność i dynamiczne obciążenia.
- Pojazdy ciężkie i konstrukcje specjalne — elementy ram, nadwozia i platform transportowych, kontenery specjalne.
- Instalacje morskie i podwodne — konstrukcje narażone na warunki agresywne, gdzie krytyczne są właściwości mechaniczne w niskich temperaturach.
Kontrola jakości i badania
Produkcja i odbiór materiału EH36 obejmują kompleksowy zestaw badań:
- Badania mechaniczne — próby rozciągania, próby zginania, twardości.
- Badania udarności (Charpy V) — wykonywane w temperaturach określonych przez specyfikację (często -40°C dla EH36).
- Analiza chemiczna — spektrometria lub analiza próbek w laboratorium w celu potwierdzenia składu.
- Badania nieniszczące — ultradźwiękowe (UT), radiograficzne (RT), magnetyczno-proszkowe (MT) i penetracyjne (PT) w celu wykrycia pęknięć i nieciągłości.
- Kontrola mikrostruktury — badania makro- i mikroskopowe, aby sprawdzić strukturę ziarna i obecność niepożądanych faz.
Ochrona przed korozją i eksploatacja
EH36 nie jest stalą odporną na korozję atmosferyczną samą w sobie — wymaga odpowiednich zabiegów ochronnych:
- Powłoki malarskie — systemy od prostych warstw antykorozyjnych po wyspecjalizowane farby epoksydowe i poliuretanowe stosowane na statkach i platformach.
- Ochrona katodowa — stosowana dla konstrukcji podwodnych i części narażonych bezpośrednio na wodę morską.
- Regularna inspekcja i konserwacja — szczególnie w strefach narażonych na zatarcie powłok lub uszkodzenia mechaniczne.
Zalety i ograniczenia stosowania EH36
Główne zalety:
- Doskonały stosunek wytrzymałości do masy — możliwość redukcji masy konstrukcji;
- Wysoka udarność przy niskich temperaturach — bezpieczeństwo w obszarach polarnych lub pracy w mrozie;
- Możliwość spawania i obróbki — dobra obrabialność skrawaniem i walcowanie.
Ograniczenia i kwestie do rozważenia:
- Wymaga kontroli procesów spawalniczych (preheat, hydrogen control, wybór spoiwa);
- Niewystarczająca odporność korozyjna bez odpowiednich powłok;
- Wrażliwość właściwości na sposób obróbki termicznej i parametry walcowania — nieprawidłowy proces może obniżyć udarność.
Praktyczne wskazówki dla projektantów i wykonawców
- Projektując konstrukcję z EH36, uwzględnij charakterystyki materiału: wykorzystaj podwyższoną wytrzymałość do redukcji przekrojów, ale pamiętaj o wymaganiach dotyczących udarności i spawalności.
- Zwróć uwagę na wymagania klasyfikacyjne i warunki dostawy dotyczące badań Charpy oraz stanu materiału (TMCP vs. normalizacja).
- Stosuj procedury spawalnicze z ograniczonym wprowadzeniem wodoru i odpowiednim preheatem; dokumentuj parametry spawalnicze.
- W planie zabezpieczeń antykorozyjnych zaplanuj warstwę podkładową, warstwę pośrednią i nawierzchniową oraz procedury kontroli i napraw powłok w czasie eksploatacji.
Podsumowanie
Stal korpusowa EH36 to materiał wysoko ceniony w przemyśle morskim i konstrukcjach ciężkich ze względu na korzystne połączenie wytrzymałości, udarności w niskich temperaturach i możliwości spawania. Produkuje się ją z wykorzystaniem zaawansowanych procesów termomechanicznych, co pozwala uzyskać drobnoziarnistą strukturę i stabilne parametry mechaniczne. Prawidłowo dobrana technologia obróbki, spawania oraz system konserwacji i ochrony antykorozyjnej zapewniają długotrwałą i bezawaryjną eksploatację elementów wykonanych z tego gatunku stali.